Bauen des Fräshalters und der Hub-Mechanik
 Um die Oberfräse zu befestigen habe ich einem dem Motor entsprechend runden
Ausschnitt in einem Holzbrett aus Ahorn gesägt. Für den dickeren Teil des Motor
habe ich an der hinteren Seite einen tieferen Ausschnitt gemacht.
Um die Oberfräse zu befestigen habe ich einem dem Motor entsprechend runden
Ausschnitt in einem Holzbrett aus Ahorn gesägt. Für den dickeren Teil des Motor
habe ich an der hinteren Seite einen tieferen Ausschnitt gemacht.
 Den runden Ausschnitt habe ich auf der Kreissäge gesägt, in dem ich das Holz
ganz vorsichtig Stück
quer gegen das Blatt über den Sägetisch geschoben habe.
.
Den dementsprechenden Sägewinkel habe ich mit
dieser Technik
ausgerechnet, in dem ich zuerst die Rundung des Motor am Stirnholz aufzeichnete,
dann die Tiefe und Breite des Ausschnittes nahm und diese Werte mit der Tabelle
verglich.
Ich verwendend dazu ein kleines Handkreissägenblatt von 7.25 Zoll (184 mm)
Durchmesser.
Es passte auf Anhieb.
Den runden Ausschnitt habe ich auf der Kreissäge gesägt, in dem ich das Holz
ganz vorsichtig Stück
quer gegen das Blatt über den Sägetisch geschoben habe.
.
Den dementsprechenden Sägewinkel habe ich mit
dieser Technik
ausgerechnet, in dem ich zuerst die Rundung des Motor am Stirnholz aufzeichnete,
dann die Tiefe und Breite des Ausschnittes nahm und diese Werte mit der Tabelle
verglich.
Ich verwendend dazu ein kleines Handkreissägenblatt von 7.25 Zoll (184 mm)
Durchmesser.
Es passte auf Anhieb.
 Für den tieferen Ausschnitt an der Hinterseite habe ich das Holzstück einfach 90°
quer über das Blatt abgefahren. Ich konnte dabei nur jeweils ein Millimeter weg
nehmen, da das Sägeblatt bei diesem Schnitt einer großen Belastung ausgesetzt
wird. In dem Foto links schiebe ich das Holzstück quer über das Blatt mit der
rechten Hand, während ich mit der linken Hand das Sägeblatt, nach jedem quer
Schub, eine viertel bis halbe Umdrehung nach oben kurbelte.
Als Führung verwende ich einen Winkelanschlag. Den Winkelanschlag befestigte
ich mit einer T-Schiene und selbstgebauter Holzmutter am Tisch. Als rechten
Anschlag verwende ich den Längsanschlag der Tischkreissäge, als linken Anschlag
diente eine kleine Schraubzwinge und eine Holzleiste am Winkelanschlag.
Für den tieferen Ausschnitt an der Hinterseite habe ich das Holzstück einfach 90°
quer über das Blatt abgefahren. Ich konnte dabei nur jeweils ein Millimeter weg
nehmen, da das Sägeblatt bei diesem Schnitt einer großen Belastung ausgesetzt
wird. In dem Foto links schiebe ich das Holzstück quer über das Blatt mit der
rechten Hand, während ich mit der linken Hand das Sägeblatt, nach jedem quer
Schub, eine viertel bis halbe Umdrehung nach oben kurbelte.
Als Führung verwende ich einen Winkelanschlag. Den Winkelanschlag befestigte
ich mit einer T-Schiene und selbstgebauter Holzmutter am Tisch. Als rechten
Anschlag verwende ich den Längsanschlag der Tischkreissäge, als linken Anschlag
diente eine kleine Schraubzwinge und eine Holzleiste am Winkelanschlag.

 Zum befestigen der Bronzelager habe ich ø22mm Löcher in dem Ahorn Block
gebohrt. Die Bronzelager passten äußerst stramm in die Löcher, also habe ich sie
mit einem Dremel-Rundschleifer ein bisschen erweitert.
Zum befestigen der Bronzelager habe ich ø22mm Löcher in dem Ahorn Block
gebohrt. Die Bronzelager passten äußerst stramm in die Löcher, also habe ich sie
mit einem Dremel-Rundschleifer ein bisschen erweitert.
Das Foto links zeigt die Unterseite des Fräshalters. Eine kleine Schraube und
Beilagscheibe verhindern das sich das Lager mit der Zeit aus dem Gehäuse
schiebt.
Rechts davon ist eine Einschlagmutter durch welche die Gewindestange geht und
den Hub des Fräshalters ermöglicht. Ich habe die Einschlagmutter ein bisschen
versenkt und mit zwei kleinen Holzschrauben fixiert.
Sie können auch die 16 mm Stahlwelle durch ein oval entstandenes Loch oben links
im Bild sehen. Der Ausschnitt für den Fräsmotor ist tief genug das er das Loch für
die 16mm Stahlwelle kreuzt. Dieses Loch ist etwas größer als die Welle. Die
Stahlwelle liegt tiefer und kommt nicht in Kontakt mit dem Fräsmotor.
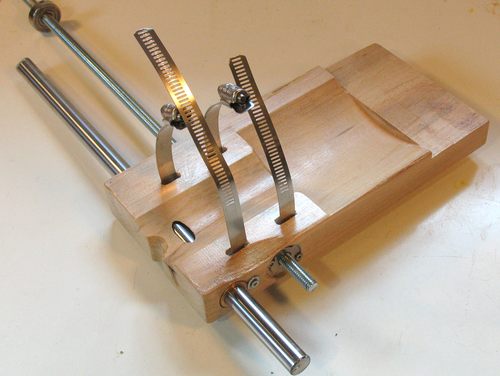 Ich verwendete zwei Schraubschellen der den Fräsmotor am Platz hält. Ich war mir
nicht sicher ob dieses stabil genug wäre, aber es funktionierte ganz gut. Erst wollte
ich eine solidere Halterung für den Motor herstellen, doch die Schellen waren die
bessere Lösung, da sie ausreichend Platz für den ø75 mm dicken
Staubabsaugschlauch ließen.
Ich verwendete zwei Schraubschellen der den Fräsmotor am Platz hält. Ich war mir
nicht sicher ob dieses stabil genug wäre, aber es funktionierte ganz gut. Erst wollte
ich eine solidere Halterung für den Motor herstellen, doch die Schellen waren die
bessere Lösung, da sie ausreichend Platz für den ø75 mm dicken
Staubabsaugschlauch ließen.
 Diese Kurbel betätigt die Hubmechanik. Ich wickelte etwas Isolierband um die
Gewindestange um das Kugellager stramm anliegen zu lassen. Auch wickelte ich
Isolierband um das Kugellager. Es ist ein Lager in metrischer Größe, doch meine
Bohrer haben alle zöllige Größen. Mit dem Isolierband kommt das Lager auf die
nächste Zollgröße von Bohren die ich habe.
Diese Kurbel betätigt die Hubmechanik. Ich wickelte etwas Isolierband um die
Gewindestange um das Kugellager stramm anliegen zu lassen. Auch wickelte ich
Isolierband um das Kugellager. Es ist ein Lager in metrischer Größe, doch meine
Bohrer haben alle zöllige Größen. Mit dem Isolierband kommt das Lager auf die
nächste Zollgröße von Bohren die ich habe.
Erst wollte ich das Kugellager arretieren in dem ich Muttern gegen die Ober und
Unterseite des Lagers klemmte. Da die Muttern allerdings nicht genau gearbeitet
waren oder es ein anderes Gewinde war, lag das Lager etwas schräg an die
Gewindestange an. Nun ist das Lager nur gegen eine Mutter auf der Obenseite
gepresst. Mit dem Isolierband auf der Gewindestange liegt das Lager nun richtig
koaxial an der Stange.
Erst dachte ich, das nur eine Mutter auf der Gewindestange für den Hub des Motors
nicht ausreicht, doch es gleitet alles leicht genug da das Gewicht vom Motor schwer
genug ist und den Rahmen spielfrei einstellt. Es wiegt allerdings nicht so viel das
beim Betrieb durch die Vibrationen die Kurbelverstellung (Hubhöhe) beeinträchtigt
wird, doch für größere und Serienlanglöcher sollte ich die Feststellschraube
anziehen.
Fräsmotor Rahmen
 Ich verwendete Fichte für den Rahmen der den Fräsmotor hält. Doch diese Fichte
ist von relativ hoher Holzdichte, ich testete dieses Holz mit meinem
Härtetest.
Ich verwendete Fichte für den Rahmen der den Fräsmotor hält. Doch diese Fichte
ist von relativ hoher Holzdichte, ich testete dieses Holz mit meinem
Härtetest.
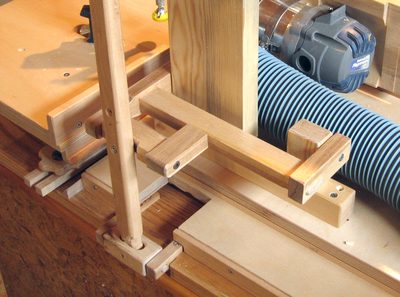
Ich habe den Rahmen aus Fichte doppelt verzapft mit den Gegenstücken aus
Ahorn, welche mit der Schiebevorrichtung verschraubt wird.
Die oberen Ecken des Rahmen habe ich eng verzapft mit 6mm Zinkenbreite,
hergestellt mit meiner
Zinkenvorrichtung.
 Dieses Foto zeigt wie der Rahmen gebaut wird. Ich bin da dabei austüfteln wie
genau der Fräshalter befestigt wird.
Dieses Foto zeigt wie der Rahmen gebaut wird. Ich bin da dabei austüfteln wie
genau der Fräshalter befestigt wird.
Ich machte keinen Entwurf für diese Maschine, sondern fing einfach an zu bauen. Ich
war mir nicht recht sicher was funktionieren würden und was nicht. Also machte ich
einfach die Teile und tüftelte die Sache so mit der Zeit aus. Meist habe ich viel
Glück mit dieser Methode. Ich bin stolz darauf das ich kein Teil ein zweites mal
herstellen oder auch kein Teil wegwerfen musste. Einige Teile musste ich etwas
anpassen. Wenn ich die Maschine noch mal bauen würde, bräuchte ich nur wenige
Dinge ändern.
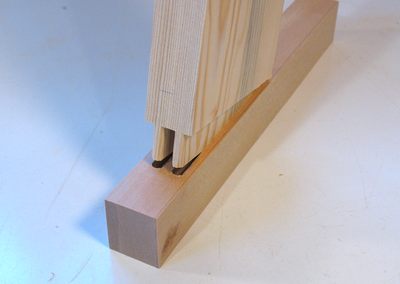
 Damit der Fräshalter nicht auf der Stahlwelle schwenkt, musste ich noch eine
Laufschiene parallel zur Welle an der Rückseite montieren. Um diese zu befestigen
habe ich an dem Rahmen eine Verlängerung nach hinten angebracht. Da ich schon
den Rest doppelt verzapfen hatte, habe ich auch diese Verlängerung so hergestellt.
Die Verzapfung geht nicht ganz bis in die Ecke, da ich die Verzinkung in der Ecke
nicht beschädigen wollte.
Damit der Fräshalter nicht auf der Stahlwelle schwenkt, musste ich noch eine
Laufschiene parallel zur Welle an der Rückseite montieren. Um diese zu befestigen
habe ich an dem Rahmen eine Verlängerung nach hinten angebracht. Da ich schon
den Rest doppelt verzapfen hatte, habe ich auch diese Verlängerung so hergestellt.
Die Verzapfung geht nicht ganz bis in die Ecke, da ich die Verzinkung in der Ecke
nicht beschädigen wollte.
Wenn ich nicht schon eine andereLanglochbohrmaschine
hätte, würde ich vermutlich nicht ganz so viele Verbindungen zum Bau dieser
Maschine so hergestellt haben, ich hätte wahrscheinlich eine andere
Verbindungsart gewählt.
Betätigungshebel
 Um den Fräsmotor in der X und Y Achse bewegen zu können, baute ich eine
Mechanik mit nur einem Hebel. Das Hebellager unten nimmt beide Richtungen auf,
das Langloch nimmt die Vorschubbewegung, die Gabel für den Fuß die seitliche
Bewegung auf.
Um den Fräsmotor in der X und Y Achse bewegen zu können, baute ich eine
Mechanik mit nur einem Hebel. Das Hebellager unten nimmt beide Richtungen auf,
das Langloch nimmt die Vorschubbewegung, die Gabel für den Fuß die seitliche
Bewegung auf.
 Der Hebel ist an einer zweiten Gabel weiter oben befestigt. Diese Gabel kann für
die dritte Achse mit nach oben und unten schwenken. Die Geometrie erfordert es
das beim betätigen sich alles mit bewegt wenn der Hebel voll gerührt wird. Der
Befestigungspunkt in der Gabel ist auf einer Achse gelagert, ähnlich wie die
Fußhalterung unten am Hebel.
Der Hebel ist an einer zweiten Gabel weiter oben befestigt. Diese Gabel kann für
die dritte Achse mit nach oben und unten schwenken. Die Geometrie erfordert es
das beim betätigen sich alles mit bewegt wenn der Hebel voll gerührt wird. Der
Befestigungspunkt in der Gabel ist auf einer Achse gelagert, ähnlich wie die
Fußhalterung unten am Hebel.
An professionellen Langlochbohrmaschinen wären beide Befestigungspunkte mit
Kugelgelenken ausgestattet, aber ein Kugelgelenk aus Holz wäre sehr schwierig
herzustellen.
 Dieses Bild zeigt die Herstellung des Fußes für den Hebel. Der Sockel hat zwei
runde dübelförmige Enden zur Befestigung. Er ist aus einem Stück. Erst mit der
Bandsäge gesägt und die Stifte nachher rund gefeilt.
Dieses Bild zeigt die Herstellung des Fußes für den Hebel. Der Sockel hat zwei
runde dübelförmige Enden zur Befestigung. Er ist aus einem Stück. Erst mit der
Bandsäge gesägt und die Stifte nachher rund gefeilt.
 Das Foto links zeigt die Befestigungsgabel für den oberen Befestigungspunkt am
Hebel. Ich habe sie komplett verzapft gebaut. Auch diese habe ich mit meiner alten
Langlochbohrmaschine hergestellt. Da die Maschine schon fast fertig war, hätte ich
sie auch schon mit ihr herstellen können, in dem ich den Vorschub von Hand
betätigt hätte.
Das Foto links zeigt die Befestigungsgabel für den oberen Befestigungspunkt am
Hebel. Ich habe sie komplett verzapft gebaut. Auch diese habe ich mit meiner alten
Langlochbohrmaschine hergestellt. Da die Maschine schon fast fertig war, hätte ich
sie auch schon mit ihr herstellen können, in dem ich den Vorschub von Hand
betätigt hätte.