 Alois Schmid writes:
Alois Schmid writes:Until recently, this was my dust extractor. I switched it to barrels from bags because the shavings can be pressed down in the barrels, and the barrels can be stacked.
But the shavings are hard to burn in a wood stove, and I didn't want to throw them out either. So I looked for a briquette press. Industrial machines are available starting at about 10,000 Euros. But there are various homemade briquette presses on the net.
 For my homemade briquette press, I bought this new dust extractor
for 600 Euros, including piping. I also bought
this electric log splitter, it cost 200 Euros at the time.
I started work on the briquette press two years ago.
For my homemade briquette press, I bought this new dust extractor
for 600 Euros, including piping. I also bought
this electric log splitter, it cost 200 Euros at the time.
I started work on the briquette press two years ago.

 By now, the machine runs automatically, with few problems.
It could still use improvements, and the rate of production is very
dependent on the type of shavings used. The machine works fastest with
short hardwood shavings. It slows down quite a bit when running
with long thin shavings from softwood. The higher the lignin content
(see Wikipedia)
the firmer the briquettes become.
By now, the machine runs automatically, with few problems.
It could still use improvements, and the rate of production is very
dependent on the type of shavings used. The machine works fastest with
short hardwood shavings. It slows down quite a bit when running
with long thin shavings from softwood. The higher the lignin content
(see Wikipedia)
the firmer the briquettes become.

 The controller has switches at either end of the range, plus a
hydraulic pressure sensor. Unlike industrial machines, there is no
constriction of the briquettes, so pressure is strictly a function of
friction of the briquettes in the channel. This makes controlling
the machine more complicated.
The controller has switches at either end of the range, plus a
hydraulic pressure sensor. Unlike industrial machines, there is no
constriction of the briquettes, so pressure is strictly a function of
friction of the briquettes in the channel. This makes controlling
the machine more complicated.
 The deeper the plunger pushes into the pipe, the shorter
the remaining pipe that briquettes must travel through, and
the lower the friction. If one plunges too far, the briquettes
will not be compressed enough and will fall apart.
But if the strokes are kept too short, the friction of the
briquettes in the pipe can get too high, and the machine shuts
down from excess pressure. I then have to manually clear the
stuck briquettes by drilling them out of the pipe.
The deeper the plunger pushes into the pipe, the shorter
the remaining pipe that briquettes must travel through, and
the lower the friction. If one plunges too far, the briquettes
will not be compressed enough and will fall apart.
But if the strokes are kept too short, the friction of the
briquettes in the pipe can get too high, and the machine shuts
down from excess pressure. I then have to manually clear the
stuck briquettes by drilling them out of the pipe.
The stroke length needs to adapt to the type of wood used.
 The graph at left shows how the controller operates.
After 3.5 seconds of stroke (stage 1), the hydraulic pressure
needs to be a minimum of 5 bar.
At stage 2 and 3, the pressure must be at least 6 and 10 bar, respectively.
If the required pressure is not reached, the cylinder returns for
another stroke to press more material.
If the pressure peaks out and falls by more than 3.5 bar
before reaching stage 4, it also starts a new stroke.
Once stage 4 is reached, the cylinder only returns once the pressure drops
below 50 bar or when the limit switch is contacted.
The graph at left shows how the controller operates.
After 3.5 seconds of stroke (stage 1), the hydraulic pressure
needs to be a minimum of 5 bar.
At stage 2 and 3, the pressure must be at least 6 and 10 bar, respectively.
If the required pressure is not reached, the cylinder returns for
another stroke to press more material.
If the pressure peaks out and falls by more than 3.5 bar
before reaching stage 4, it also starts a new stroke.
Once stage 4 is reached, the cylinder only returns once the pressure drops
below 50 bar or when the limit switch is contacted.
1 bar is 100 kilopascal, or about 14.5 PSI.
The above time and pressure parameters can be adjusted, and I don't always operate with these values.
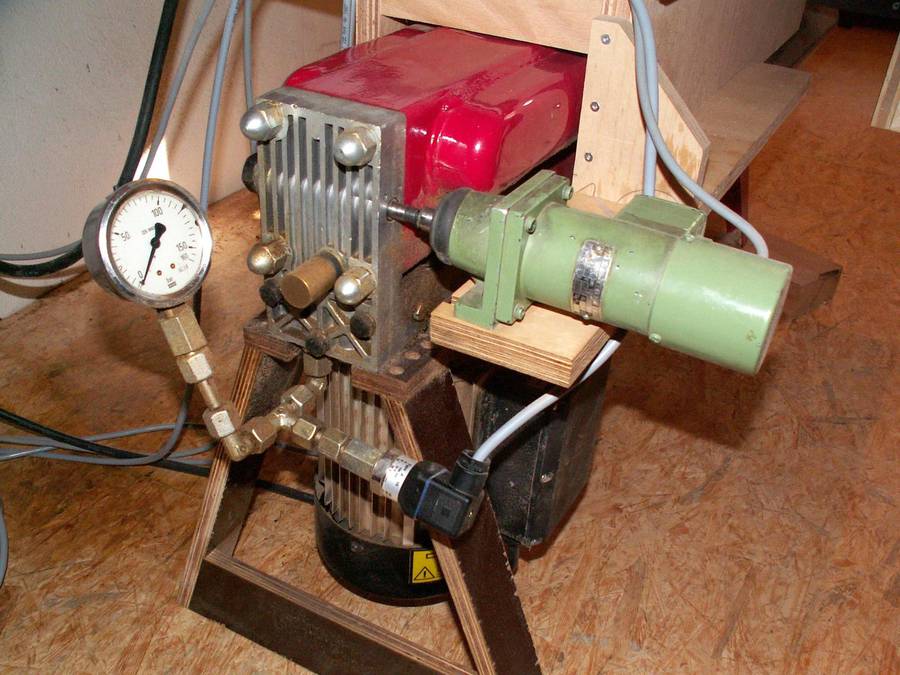 Solenoid magnet (green) for operating the hydraulics, and electronic pressure sensor
below (black). The sensor can read up to 160 bar.
Solenoid magnet (green) for operating the hydraulics, and electronic pressure sensor
below (black). The sensor can read up to 160 bar.
 Pressing rod, with a protrusion at the end. The protrusion
helps multiple strokes form a single briquette that won't fall apart.
Pressing rod, with a protrusion at the end. The protrusion
helps multiple strokes form a single briquette that won't fall apart.
 Attachment of the pressing rod to the main cylinder. The screws allow
removal of the pressing rod and help pull it back on the return stroke.
Attachment of the pressing rod to the main cylinder. The screws allow
removal of the pressing rod and help pull it back on the return stroke.
 Initially, I used a pipe with an inner diameter of 35 mm, but the hydraulic
cylinder had insufficient force for this. I added a smaller pipe
inside the original pipe, with an inside diameter of 28 mm.
With 7 tonnes of force, this should give me a pressure of 1136 kg/cm2.
With the larger pipe, it was 727 kg/cm2.
More pressure would be even better.
Initially, I used a pipe with an inner diameter of 35 mm, but the hydraulic
cylinder had insufficient force for this. I added a smaller pipe
inside the original pipe, with an inside diameter of 28 mm.
With 7 tonnes of force, this should give me a pressure of 1136 kg/cm2.
With the larger pipe, it was 727 kg/cm2.
More pressure would be even better.
I cut the pipe open and bent the resulting 'flaps' outward. The container is bolted to the flaps.

 This shows where the splitting wedge used to be. In its place,
the pressing pipe and attached shavings container.
This shows where the splitting wedge used to be. In its place,
the pressing pipe and attached shavings container.
 Augers move the shavings to the opening in the
pressing pipe.
Augers move the shavings to the opening in the
pressing pipe.
 The orange gears engage the augers like a worm gears. The gears
help prevent the shavings from bridging over the auger to prevent
shavings jams.
The orange gears engage the augers like a worm gears. The gears
help prevent the shavings from bridging over the auger to prevent
shavings jams.
 The shavings container, full of shavings.
The shavings container, full of shavings.
 I used a windshield wiper motor from an Opel Ascona to
power the auger ...
I used a windshield wiper motor from an Opel Ascona to
power the auger ...
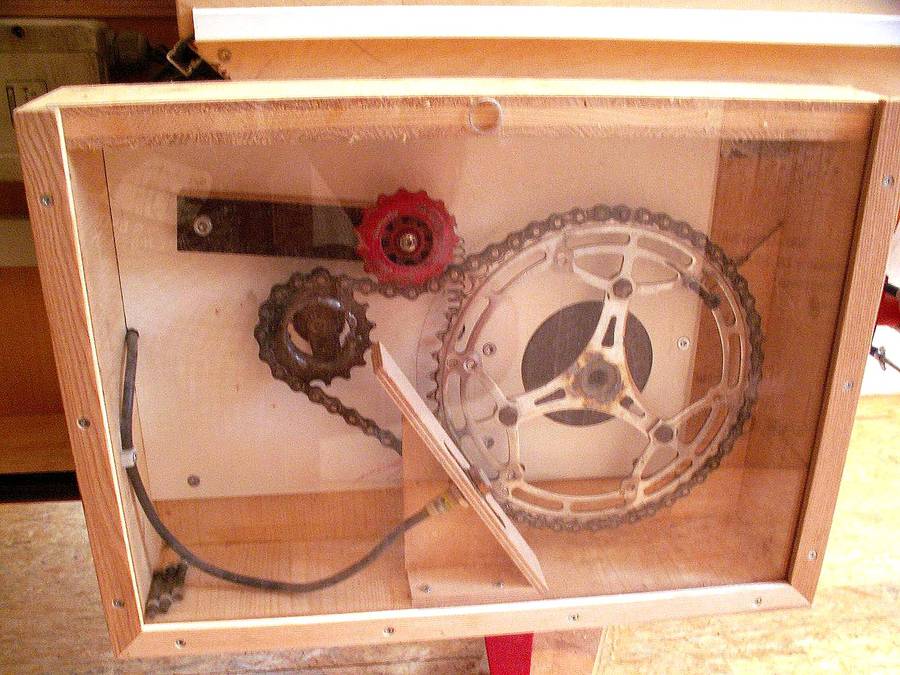 ... combined with chains and sprockets from a bicycle.
... combined with chains and sprockets from a bicycle.
A magnetic sensor senses auger rotation. If no pulses are detected for ten seconds of auger operation, the augers are assumed to be jammed and the machine shuts down.
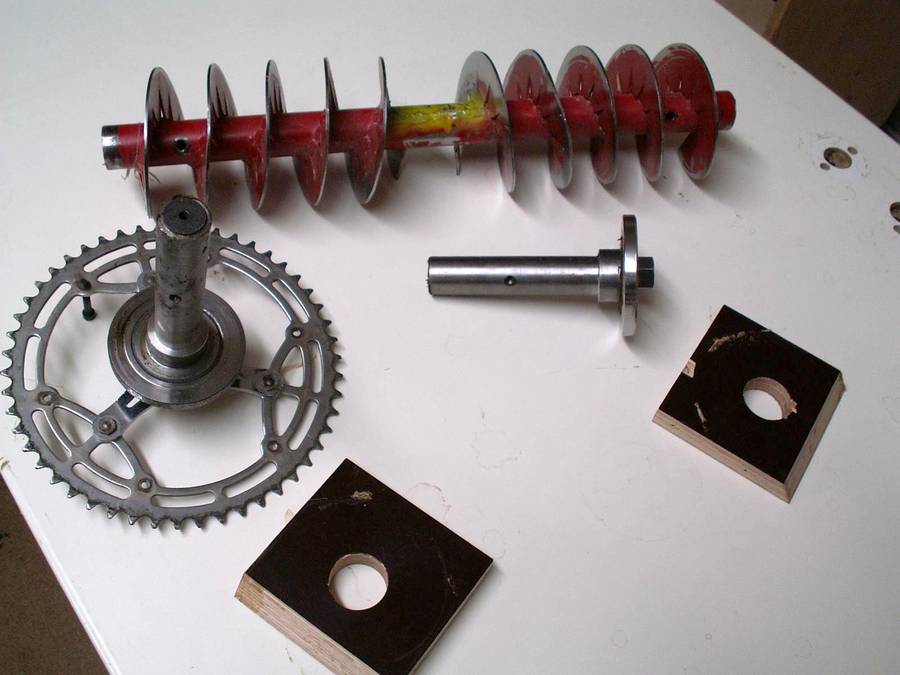 Here you can see the auger, removed from the machine.
The auger attaches to the hubs using two M8 bolts.
Here you can see the auger, removed from the machine.
The auger attaches to the hubs using two M8 bolts.
 This shows how the auger was made.
This shows how the auger was made.
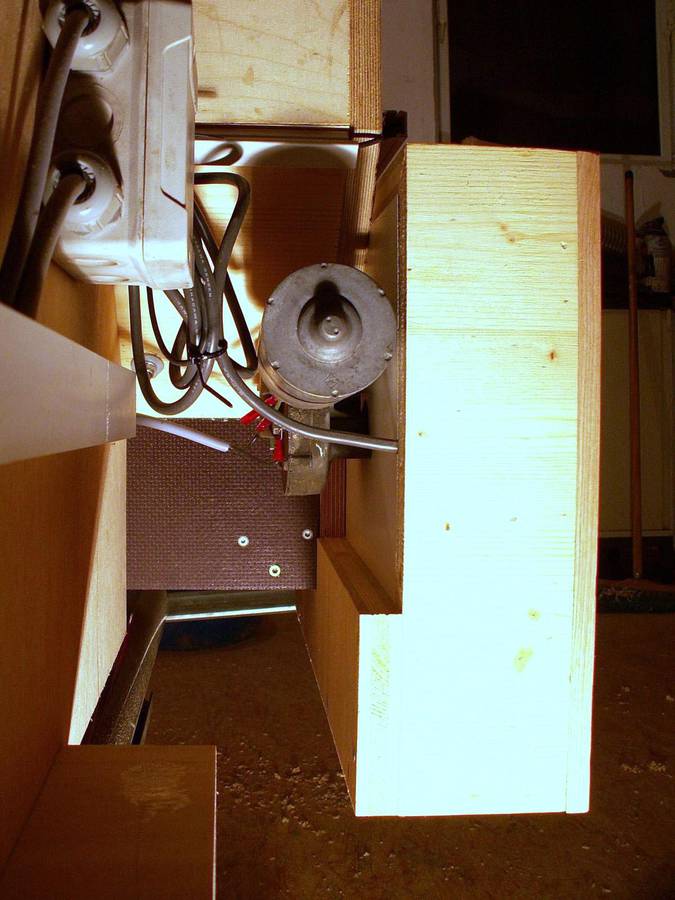
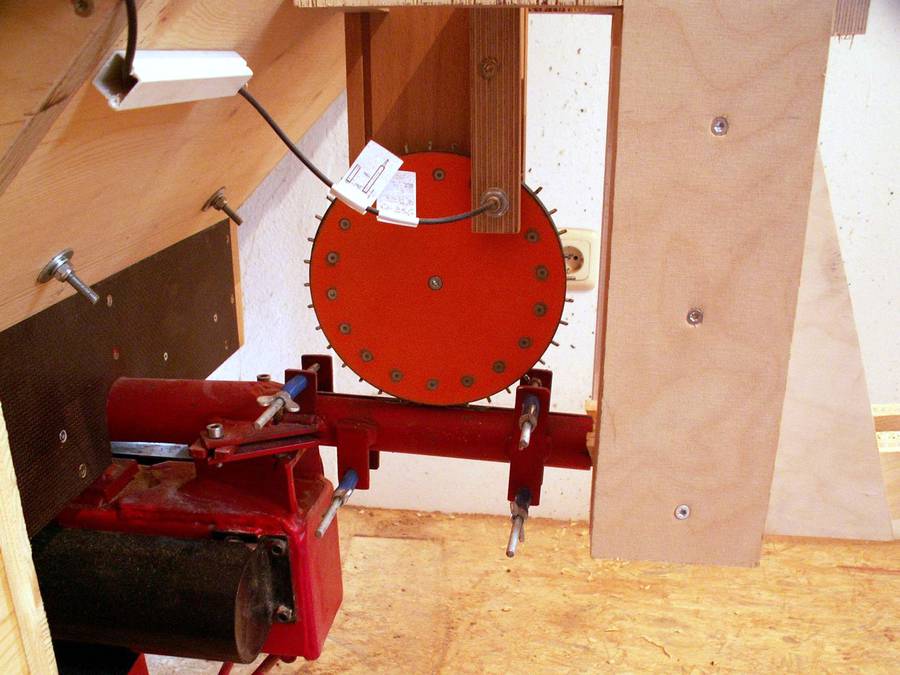 This is the output side of the machine. The wheel engages
the briquettes through a slot in the pipe.
This is the output side of the machine. The wheel engages
the briquettes through a slot in the pipe.
A magnetic sensor detects the screws in the side of the wheel. Two turns of the wheel are almost exactly one meter of briquette. The quantity of briquette and hours of operation are recorded so I can calculate how many meters of briquette per hour are produced.
Another reason for monitoring briquette production: If no rotation is detected for more than three minutes, the machine shuts down. Either the shavings container is empty, or the shavings have jammed or bridged over the augers.
 The wheel rests on the briquettes by its own weight.
Wood screws with the heads cut off act as spikes to engage
the briquettes.
The wheel rests on the briquettes by its own weight.
Wood screws with the heads cut off act as spikes to engage
the briquettes.
 The briquettes are fed up a ramp to a barrel.
The briquettes are fed up a ramp to a barrel.
 The end of the ramp has a wedge to break off the briquettes if they get too long.
Otherwise, some will overshoot the barrel.
The end of the ramp has a wedge to break off the briquettes if they get too long.
Otherwise, some will overshoot the barrel.
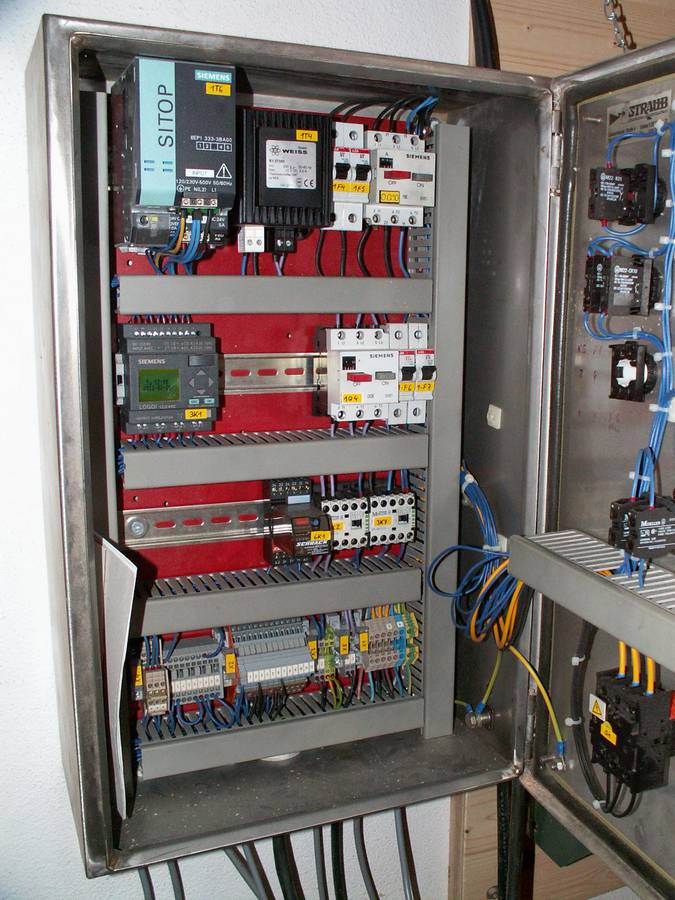 A friend built the electronics for me, but I wrote the software myself.
A switch on the front panel allows switching between continuous operation
or timed operation (for example, run for one hour).
A friend built the electronics for me, but I wrote the software myself.
A switch on the front panel allows switching between continuous operation
or timed operation (for example, run for one hour).
I already had most of the components lying around the house. I only had to buy the pressure sensor and transformers new. The enclosure, motor controllers and magnetic sensors were bought used. So far, this press has cost me between 600 and 800 Euros.
The machine could be optimized further, of course. One could pre-compress
the shavings, which would speed up production. But that would be too
complicated for the time being. I'm thinking of improving the
feed mechanism. My most recent change was to run the augers in the
opposite direction.
Changing the auger direction did in fact increase the output, as the shavings are now pushed more towards the opening in the pipe. I'm also thinking of an alternative to augers, but that will have to wait until other projects are finished.
I will write a bit more about my workshop later, but first, I need to do some cleaning up.
 This shows how I use the briquettes in the wood stove.
You can see through the door that it's presently summer, so this is
only posing.
This shows how I use the briquettes in the wood stove.
You can see through the door that it's presently summer, so this is
only posing.
 Alois later added:
Alois later added:
I added a kilowatt meter to the press, so I could work out its efficiency.
 For the barrel shown, I used a mix of sawdust that produces
the best output. I used sawdust from the table saw from cutting
firewood, and planer shavings from maple.
For the barrel shown, I used a mix of sawdust that produces
the best output. I used sawdust from the table saw from cutting
firewood, and planer shavings from maple.
The barrel contains 51.4 Kg or briquettes, and the machine used 13.5 Kwh of electricity to produce them. With electricity costing about 0.25 Euro/Kwh, my power cost is 3.35 Euro
Wood briquettes cost 2.25 Euro per 10 Kg, but my electricity cost is just 0.65 Euro per 10 Kg. But I'm not counting the cost of the machine or the shavings.
The machine draws, on average, less than 1 Kw, so this took more than 13 hours to produce. I did not watch the time because the machine runs automatically and unattended.
 Alois's workshop
Alois's workshop Jens Larsen's dust
Jens Larsen's dust Ron Walters Shopvac
Ron Walters Shopvac Alois's Table saw laser
Alois's Table saw laser Alois's bandsaw mill
Alois's bandsaw mill Alois's router lifter
Alois's router lifter Alois's guitar inlays
Alois's guitar inlays Homemade jointer
Homemade jointer
 Buring sawdust
Buring sawdust